TOFD (Time Of Flight Diffraction) : La technique TOFD utilise les ondes diffractées émises par les sommets des anomalies. Ces signaux étant de faible amplitude, là encore, l’électronique en permet le cumul, les rendant ainsi reconnaissables.
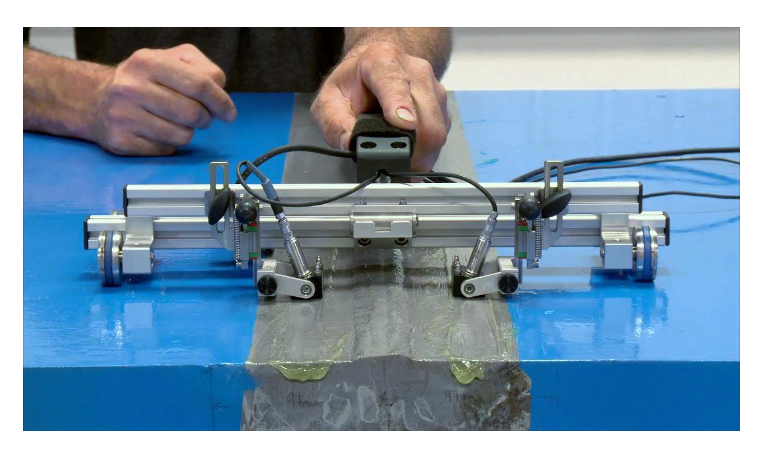
Nouvelle technique Ultrasons, le TOFD est particulier pertinent dans le contrôle de soudure, il est un moyen rapide et efficace pour numériser un grand nombre de zone de soudure dans un laps de temps très cour, Une alternative à la radiographie pour un contrôle rapide et un dimensionnement précis des défauts d’origine ou apparus en service.,
La technique TOFD permet d’inspecter les soudures rapidement et procure d’excellentes capacités de dimensionnement et de recherche de défauts. La technique de diffraction offre des capacités de dimensionnement critiques et une indifférence relative quant à l’angle du chanfrein ou à l’orientation des discontinuités. Cette technique peut être utilisée seule ou conjointement avec d’autres techniques CND.
Objectif
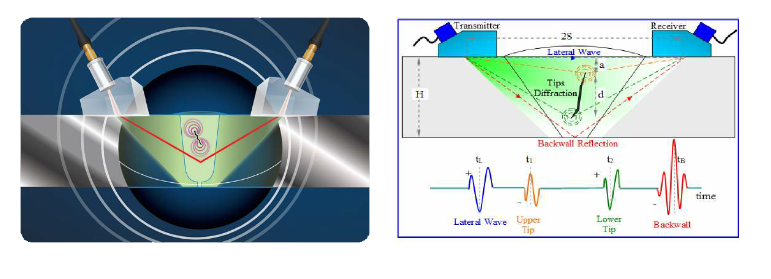
TOFD veut dire »Time-of-Flight Diffraction », c’est-à-dire »mesure du temps de vol de l’onde diffractée ». Le phénomène de diffraction existe dans tous les contrôles par Ultrasons (UT) classiques mais comme l’amplitude de cette onde diffractée est très faible (environ 6% par rapport à une onde réfléchie), elle passe inaperçue.
Cette technique consiste à mesurer le temps de parcours du plus court chemin de l’onde ultrasonore émise par le palpeur d’émission, en passant par le sommet d’un défaut plan qui à cet endroit émet une onde diffractée arrivant au palpeur de réception.
Avantages
On peut retenir les principaux avantages suivants :
La détection d’une indication n’est quasiment pas soumise à son orientation
Technique sans rayonnement ionisant
La détection des défauts ne dépend pas de l’amplitude du défaut
Les données ultrasonores sont conservées et permettent une relecture par un tiers
Méthode basée sur la diffraction, elle est donc relativement indifférente aux angles de chanfrein de la soudure et à l’orientation de la discontinuité
Utilisation du temps d’arrivée des signaux reçus provenant des extrémités des fissures pour calculer avec précision l’emplacement et la taille de la discontinuité
Méthode de recherche de défauts idéale de par sa capacité de dimensionnement de précision
Configuration et inspection rapides, puisqu’un seul faisceau permet de couvrir une grande surface
Balayage rapide avec imagerie et enregistrement de données complet
Possibilité d’utilisation lors d’inspection de la corrosion
Equipement plus économique que celui requis pour l’inspection par ultrasons multiéléments, en raison de sa nature classique (un seul émetteur et récepteur) et de l’utilisation de sondes conventionnelles
Sensibilité élevée pour tous les types de discontinuités